リベット
アブデル ブラインドリベット
エイベックス・リベット
1人で片側から簡単に確実に締め付けられます。
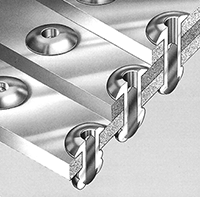
リベットとステムを独自のクリンプ圧着技術で組付けしており、数多くの優れた特長を持ってます。
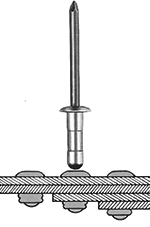
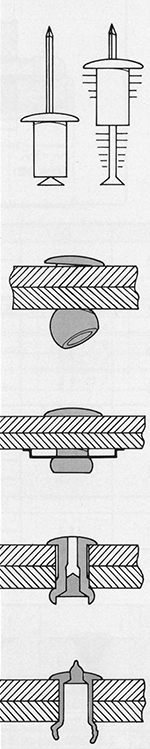
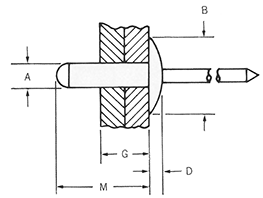
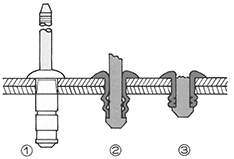
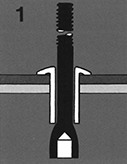
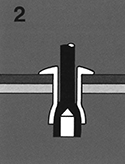
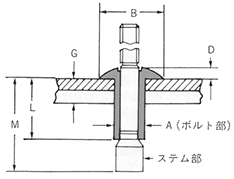
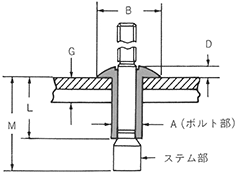
■打鋲順序
-
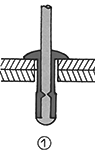
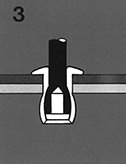
リベットをさしこむ。 -
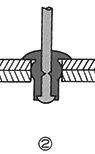
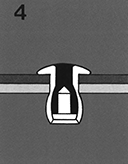
リベットが穴のギャップをうめながら外側にふくらむ。 -
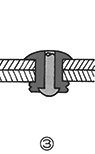
板を充分に引きつけてからステムが切れる。
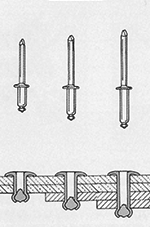
ONE LENGTH(ワンレングス)
1種類のリベットで、各種板厚がかしめられるマルチグリップ・ファスナー。板厚によるサイズの選択が不必要で、打鋲ミスがなく安全です。
他社製品の様に2~3種類の併用が不要で、手間も掛からず、在庫が少なくてすみ経済的です。
-
エイベックス
-
他社製品
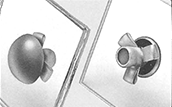
高い芯抜け強度
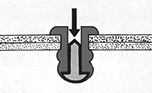
左記矢印方向の荷重をテストしたもので、他社製品には無いエイベックス独自のもの。
- アブデル各種強度試験方法
- IFI/JASO規格に準じ、リベット本体が破断する最大荷重を測定しております。
- ●テスト母材:焼き入れ鋼板HRC46-50
- ●合計板厚:推奨板厚×80~100%
- ●下穴径:カタログ最小値
- ●試験機:標準引張試験機
試験加重方向については、各項に↓↑イラスト図示。
ハイクオリティー・ファスナーの特長
-
エイベックス
-
他社製品
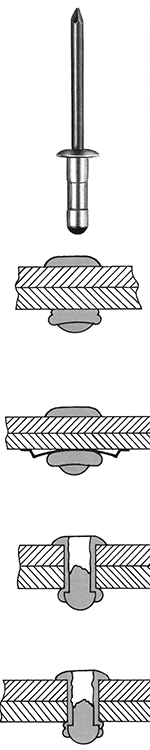
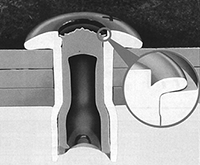
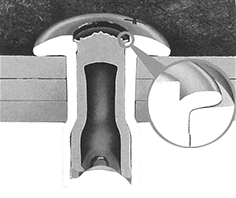
- ■クリンプ圧着成型
-
リベットとステムは特殊クリンプ圧着加工により、しっかりと組み付け。
下穴への挿入時にも、バラバラにならず作業能率向上。 - ■安定強度と美しい仕上り
- リベット裏側が常に丸いコブ状になり、歪みや、鋭い尖りがなく、美しい。歪みによる引張強度のバラ付き無く均一安定な強度を保証。
- ■強力な引きつけ力
- リベット裏側の大きなコブでスキ間ある板もガッチリとしめつけ。
- ■高い気密・耐水性
- リベット内部よりふくらむので下穴内のギャップを充分に埋め、優れた密閉性。
- ■高い安全・耐振性
- バカ穴でもステムがはずれず、尖った先端が突き出ない安全設計と高い耐振性。
アルミ・エイベックス丸頭
- ■アルミ・リベット+スチール・ステム
- ■アルミ・リベット+ステンレス鋼・ステム
| 品番 | 材質 | |
|---|---|---|
| リベット部 | ステム部 | |
| 1661 | 耐蝕アルミA5052(生地) | スチール(亜鉛メッキ) |
| 1663 | ステンレス鋼(生地) | |
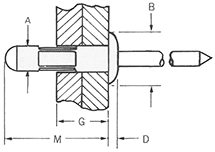
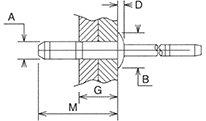
| 製品番号 | 基準径A | 板厚G | B | D | M | 標準下穴 |
|---|---|---|---|---|---|---|
| 1661-0410 | 3.2 | 0.8~4.7 | 6.6 | 1.0 | 9.3 | 3.3~3.4 |
| 1661-0414 | 4.0~7.9 | 13.2 | ||||
| 1661-0512 | 4.0 | 1.2~6.3 | 8.1 | 1.3 | 11.3 | 4.1~4.2 |
| 1661-0516 | 4.0~9.5 | 15.0 | ||||
| 1661-0521 | 6.4~12.7 | 20.0 | ||||
| 1661-0613 | 4.8 | 1.6~6.4 | 10.0 | 1.5 | 12.5 | 4.9~5.0 |
| 1661-0619 | 4.8~11.1 | 17.9 | ||||
| 1661-0621 | 4.8 | 6.4~12.7 | 10.0 | 1.7 | 20.0 | 4.9~5.0 |
| 1661-0631 | 12.7~19.8 | 28.0 | ||||
| 1663-0410 | 3.2 | 0.8~4.7 | 6.6 | 1.0 | 9.3 | 3.3~3.4 |
| 1663-0414 | 4.0~7.9 | 13.2 | ||||
| 1663-0512 | 4.0 | 1.2~6.3 | 8.1 | 1.3 | 11.3 | 4.1~4.2 |
| 1663-0516 | 4.0~9.5 | 15.0 | ||||
| 1663-0521 | 6.4~12.7 | 20.0 | ||||
| 1663-0613 | 4.8 | 1.6~6.4 | 10.0 | 1.5 | 12.5 | 4.9~5.0 |
| 1663-0619 | 4.8~11.1 | 17.9 | ||||
| 1663-0621 | 4.8 | 6.4~12.7 | 10.0 | 1.7 | 20.0 | 4.9~5.0 |
| 1663-0631 | 12.7~19.8 | 28.0 |
取付標準強度
剪断強度及び引張強度はIFI-114規格及び米国国防省MIL-R-24243A規格によるデーターです。
エイベックス・リベットは同上規格及びJASO-F206-92(日本自動車技術会規格)に登録されております。
耐熱強度……120℃~-40℃
| 試験方法 |  |  | 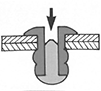 |
|---|---|---|---|
| サイズ | 引張強度 | 剪断強度 | 平均芯抜け強度 |
| 3.2 | 1.03(105) | 0.74(75) | 0.03~0.2 |
| 4.0 | 1.67(170) | 1.14(115) | 0.03~0.2 |
| 4.8 | 2.34(240) | 1.54(155) | 0.03~0.2 |
| 備考 | 1kN=102kgf | ||
・設計に際しては、充分な安全率をご考慮下さい。
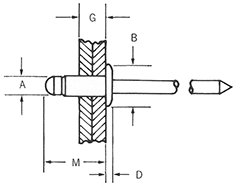
アルミ・エイベックス皿頭
- ■アルミ・リベット+スチール・ステム
| 品番 | 材質 | |
|---|---|---|
| リベット部 | ステム部 | |
| 1604 | 耐蝕アルミA5052(生地) | スチール(亜鉛メッキ) |
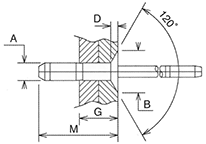
| 製品番号 | 基準径A | 板厚G | B | D | M | 標準下穴 |
|---|---|---|---|---|---|---|
| 1604-0412 | 3.2 | 2.4~6.4 | 5.3 | 0.8 | 10.9 | 3.3~3.4 |
| 1604-0514 | 4.0 | 2.8~7.9 | 6.4 | 12.9 | 4.1~4.2 | |
| 1604-0615 | 4.8 | 3.2~7.9 | 8.6 | 1.3 | 14.0 | 4.9~5.0 |
| 1604-0621 | 6.4~12.7 | 18.8 |
取付標準強度
剪断強度及び引張強度はIFI-114規格及び米国国防省MIL-R-24243A規格によるデーターです。
エイベックス・リベットは同上規格及びJASO-F206-92(日本自動車技術会規格)に登録されております。
耐熱強度……120℃~-40℃
| 試験方法 |  |  |  |
|---|---|---|---|
| サイズ | 引張強度 | 剪断強度 | 平均芯抜け強度 |
| 3.2 | 0.91(93) | 0.69(70) | 0.03~0.2 |
| 4.0 | 1.34(135) | 1.14(115) | 0.03~0.2 |
| 4.8 | 2.36(240) | 1.56(160) | 0.03~0.2 |
| 備考 | 1kN=102kgf | ||
・設計に際しては、充分な安全率をご考慮下さい。
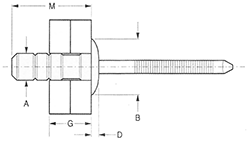
アルミ・エイベックス(ラージ・フランジ)
Large Flange(L/F)
- ■アルミ・リベット+スチール・ステム
- ■アルミ・リベット+ステンレス鋼・ステム
| 品番 | 材質 | |
|---|---|---|
| リベット部 | ステム部 | |
| 1641 BE44・1692 | 耐蝕アルミA5052(生地) | スチール |
| 1643 BE46 | ステンレス鋼 SUS-321(生地) |
|
| 製品番号 | 基準径A | 板厚G | B | D | M | 標準下穴 |
|---|---|---|---|---|---|---|
| 1692-0410 | 3.2 | 0.8~4.8 | 8.5 | 1.1 | 9.3 | 3.3~3.4 |
| 1692-0414 | 4.0~7.9 | 13.2 | ||||
| BE44-0512 | 4.0 | 1.2~6.3 | 12.0 | 1.5 | 11.3 | 4.1~4.2 |
| BE44-0516 | 4.0~9.6 | 15.0 | ||||
| BE44-0521 | 6.4~12.7 | 19.0 | ||||
| 1641-0613 | 4.8 | 1.6~6.4 | 15.9 | 1.8 | 12.5 | 4.9~5.0 |
| 1641-0621 | 6.4~12.7 | 18.7 | ||||
| 1641-0631 | 12.7~19.8 | 26.6 | ||||
| BE46-0512 | 4.0 | 1.2~6.3 | 12.0 | 1.5 | 11.3 | 4.1~4.2 |
| BE46-0516 | 4.0~9.6 | 15.0 | ||||
| BE46-0521 | 6.4~12.7 | 19.0 | ||||
| 1643-0613 | 4.8 | 1.6~6.4 | 15.9 | 1.8 | 12.5 | 4.9~5.0 |
| 1643-0621 | 6.4~12.7 | 18.7 | ||||
| 1643-0631 | 12.7~19.8 | 26.6 |
取付標準強度
剪断強度及び引張強度はIFI-114規格及び米国国防省MIL-R-24243A規格によるデーターです。
エイベックス・リベットは同上規格及びJASO-F206-92(日本自動車技術会規格)に登録されております。
耐熱強度……120℃~-40℃
| 試験方法 |  |  | 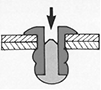 |
|---|---|---|---|
| サイズ | 引張強度 | 剪断強度 | 平均芯抜け強度 |
| 3.2 | 1.03(105) | 0.74(75) | 0.03~0.2 |
| 4.0 | 1.67(170) | 1.14(115) | 0.03~0.2 |
| 4.8 | 2.34(240) | 1.54(155) | 0.03~0.2 |
| 備考 | 1kN=102kgf | ||
・設計に際しては、充分な安全率をご考慮下さい。
スチール・エイベックス(スタベックス)
(Φ3、2、4、0品はダブル・クリンプ)
| 品番 | 材質 | |
|---|---|---|
| リベット部 | ステム部 | |
| 1624 | 極軟鋼スチール (亜鉛メッキ) | スチール (亜鉛メッキ) |
| BE34 | スチール (亜鉛メッキ) |
|
| 丸頭 | (単位:mm) | |||||
| 製品番号 | 基準径A | 板厚G | B | D | M | 標準下穴 |
|---|---|---|---|---|---|---|
| 1624-0411 | 3.2 | 1.1~4.0 | 7.5 | 0.9 | 10.8 | 3.3~3.4 |
| 1624-0514 | 4.0 | 1.4~5.0 | 8.3 | 1.4 | 13.1 | 4.1~4.2 |
| 1624-0612 | 4.8 | 1.2~4.8 | 10.0 | 1.8 | 12.7 | 4.9~5.0 |
| 1624-0616 | 4.0~6.4 | 15.6 |
| STAVEX-スタベックス(ラージ・フランジ頭) | (単位:mm) | |||||
| 製品番号 | 基準径A | 板厚G | B | D | M | 標準下穴 |
|---|---|---|---|---|---|---|
| BE34-0614 | 4.8 | 1.1~6.3 | 16.2 | 2.1 | 13.7 | 4.9~5.0 |
| BE34-0618 | 1.5~9.5 | 17.0 | ||||
| BE34-0622 | 6.4~12.7 | 20.0 | ||||
耐蝕性
米国ASTM-B117/64規格(JIS-Z2371)に準ずる塩水噴霧試験の結果、96時間の耐蝕テストに合格。
取付標準強度
剪断強度及び引張強度はIFI-114規格及び米国国防省MIL-R-24243A規格によるデーターです。
エイベックス・リベットは同上規格及びJASO-F206-92(日本自動車技術会規格)に登録されております。
耐熱強度……120℃~-40℃
| 試験方法 |  |  | 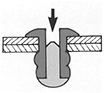 |
|---|---|---|---|
| 製品番号 | 引張強度 | 剪断強度 | 平均芯抜け強度 |
| 1624-0411 | 1.71(180) | 1.51(140) | 0.20(20) |
| 1624-0514 | 2.36(240) | 1.96(200) | 0.29(30) |
| 1624-0612 | 3.34(340) | 3.60(370) | 0.58(60) |
| 1624-0616 | 3.47(360) | 4.56(470) | |
| BE34-06xx | 3.11(310) | 4.45(450) | 0.58(60) |
・設計に際しては、充分な安全率をご考慮下さい。
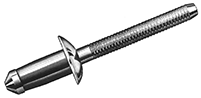
ステンレス・ケーノックス
AJ61P
AJ61C
| 品番 | 材質 | |
|---|---|---|
| リベット部 | ステム部 | |
| AJ61P(丸頭) AJ61C(皿頭) | ステンレス鋼 SUSXM7(生地) | ステンレス鋼 SUS-304(生地) |
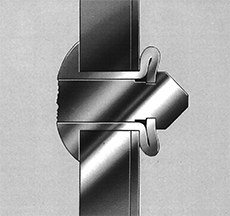
打鋲順序
- ■リング溝リベットのユニークなコブ成型により:
- ・高い引きつけ力でギャップを埋める。
- ・薄板・軟母材もガッチリ接合し「良質」なジョイント
- ・裏側の鋭い突出なく、丸く美しい安全成型
- ・せん断強度の向上
- ■ステム脱落防止デザインによる高い耐振性
- ■テーパー状ステムにより自動機に優れた対応性
- ■溝付ステムにより工具のすべり防正と確実打鋲
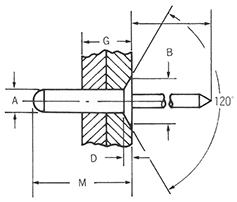
| 製品番号 | 基準径A | 板厚G | B | D | M | 標準下穴 |
|---|---|---|---|---|---|---|
| AJ61P-00408 | 3.2 | 1.0~3.0 | 6.4 | 1.1 | 8.9 | 3.3~3.4 |
| AJ61P-00411 | 3.0~5.0 | 11.4 | ||||
| AJ61P-00414 | 5.0~7.0 | 13.6 | ||||
| AJ61P-00509 | 4.0 | 1.0~3.0 | 8.0 | 1.5 | 10.1 | 4.1~4.3 |
| AJ61P-00512 | 3.0~5.0 | 12.1 | ||||
| AJ61P-00516 | 5.0~7.0 | 15.1 | ||||
| AJ61P-00611 | 4.8 | 1.5~3.5 | 9.6 | 1.6 | 12.9 | 4.9~5.1 |
| AJ61P-00614 | 3.5~6.0 | 15.5 | ||||
| AJ61P-00618 | 6.0~8.5 | 18.5 | ||||
| AJ61C-00614 | 4.9 | 3.5~6.0 | 9.6 | 1.6 | 15.5 | 4.9~5.1 |
BE61の後継リベットです。
取付標準強度
剪断強度及び引張強度はIFI-114規格及び米国国防省MIL-R-24243A規格によるデーターです。
エイベックス・リベットは同上規格及びJASO-F206-92(日本自動車技術会規格)に登録されております。
耐熱強度……120℃~-40℃
| 試験方法 | | | |
|---|---|---|---|
| サイズ | 引張強度 | 剪断強度 | 平均芯抜け強度 |
| 3.2 | 2.00(205) | 1.60(164) | 0.29(30) |
| 4.0 | 4.00(410) | 5.20(530) | 0.29(30) |
| 4.8 | 5.00(510) | 5.50(560) | 0.45(50) |
| 備考 | 1kN=102kgf | ||
・設計に際しては、充分な安全率をご考慮下さい。
ステンレス・STAVEX
- ■マルチグリップ・タイプ
| 品番 | 材質 | |
|---|---|---|
| リベット部 | ステム部 | |
| BS11 | ステンレス鋼(研磨) SUS XM7 | ステンレス鋼(生地) SUS 321 |
| 製品番号 | 基準径A | 板厚G | B | D | M | 標準下穴 |
|---|---|---|---|---|---|---|
| BS11-0414 | 3.2 | 1.0~7.0 | 7.3 | 1.1 | 14.5 | 3.3~5.4 |
| BS11-0516 | 4.0 | 2.0~8.0 | 8.2 | 1.5 | 16.0 | 4.1~4.2 |
| BS11-0618 | 4.8 | 1.5~9.0 | 10.0 | 1.6 | 17.0 | 4.9~5.0 |
旧BE11シリーズは、2003年12月で廃止されました。
取付標準強度
剪断強度及び引張強度はIFI-114規格及び米国国防省MIL-R-24243A規格によるデーターです。
エイベックス・リベットは同上規格及びJASO-F206-92(日本自動車技術会規格)に登録されております。
耐熱強度……120℃~-40℃
| 試験方法 |  |  |
|---|---|---|
| サイズ | 引張強度 | 剪断強度 |
| 3.2 | 2.20(224) | 2.30(234) |
| 4.0 | 3.40(346) | 3.80(387) |
| 4.8 | 5.00(510) | 5.50(561) |
| 備考 | 1kN=102kgf | |
・設計に際しては、充分な安全率をご考慮下さい。
アルミ・バルベックス
プラスチック・薄板・柔らかい母材・長穴・大きな下穴等のかしめ作業に、強力で優れた引きつけ力を発揮するユニークな三ツ割れブラインド・リベット。
裏側にワッシャー等を当てる必要もなく、手の届かない個所での作業がスピーディで大変ラクになり、大巾コストダウンに貢献。
| 品番 | 材質 | |
|---|---|---|
| リベット部 | ステム部 | |
| BF01 | 耐蝕アルミ A-5052(生地) | 耐蝕アルミ A-5052(生地) |
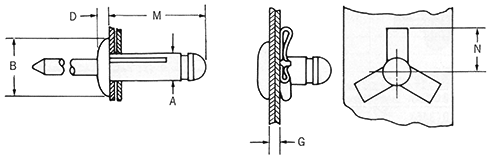
| 製品番号 | 呼び径 | 板厚G | 基準径A | B | D | M | N(max.) | 標準下穴 |
|---|---|---|---|---|---|---|---|---|
| BF01-0516 | 4.0 | 1.0~3.0 | 4.1 | 8.0 | 1.4 | 15.6 | 5.6 | 4.2~4.3 |
| BF01-0523 | 1.0~7.0 | 21.2 | 8.0 | |||||
| BF01-0619 | 4.8 | 1.0~4.0 | 4.9 | 9.8 | 1.9 | 18.3 | 6.8 | 5.0~5.1 |
| BF01-0625 | 1.0~9.0 | 23.5 | 9.0 | |||||
| BF01-0630 | 4.0~12.0 | 27.0 | 11.2 |
使用例
自動車用ダクト、プラスチック材に巾広く普及。
取付標準強度
| 試験方法 | | | |
|---|---|---|---|
| サイズ | 引張強度 | 剪断強度 | 平均芯抜け強度 |
| 4.0 | 0.98(100) | 0.59(60) | 0.19(20) |
| 4.8 | 1.07(110) | 0.78(80) | 0.19(20) |
| 備考 | 1kN=102kgf | ||
・設計に際しては、充分な安全率をご考慮下さい。
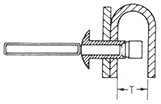
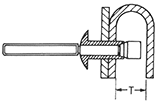
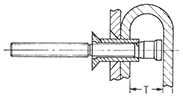
アブデル・モノボルト
- 注意
- ●ファスナー取付け・打鋲順序図のように、接合部材に対して垂直に下穴挿入し、表示内の条件でご使用ください。
- ●腐蝕環境では、各種性能の低下を考慮して設計してください。
太口径の強力ブラインド・ボルトで、重要構造物、骨組、フレーム組立etc.…に最適な片側施工ファスナーです。
確実なステム・ロッキング機構(PAT.)により、耐振性に優れた頑丈なジョイントを形成。
エイベックス・リベット、バルベックス、アビノックスetcとの組合せにより巾広い組立作業に対応できます。
モノボルトの作業方法
モノボルトは、独自に開発されたエアー工具と、ファスナーが一体になった総合的なファスニング・システムを構成しております。
簡単に、素速く、正確かつ均一な締結作業と片側施工は、従来のボルト・ナット、溶接等の両側作業による締結困難な個所をも、楽にクリアーします。
特長
- ●完全片側施工
- ●強力な引張・せん断強度
- ●高い耐振性・気密性
- ●広い締結板厚(ワンレングス・マルチグリップ)
- ●瞬間無音工法
- ●美しい仕上り
モノボルト打鋲順序
-
モノボルトを工具のノーズ・ピースにそう入し、準備された下穴にセット。 -
工具の引金を引くと、モノボルトのステムが引き上げられます。 -
強力な引つけ力にて、締結物を引きつけると共に、下穴を充分に埋めます。 -
ステムが、自動的にボルト頭の頂上部分と「同一平面」にて、切断されます。
片側施工
たった一人の作業者で、「完全片側施工」により、ほんの数秒間で締結完了。熟練工は不要でコスト・ダウン。ボルト・ナット等の裏側からの作業がいりません。
高い強度と耐振性・気密性
破断ステムが常に、「ボルト頭と同一平面」に切れ自動的にボルト内部にロックされる為、振動等により落下する事がなく、高い強度・気密性を保証します。
広い締結板厚範囲
アブデル独自のマルチ・グリップ・ファスナーゆえ:
●工場現場での不要なサイズの過剰在庫が無くなる。
●作業者のサイズ選択ミスによる締結不良が完全に防止。
瞬間無音工法
ソリッド・リベット等の様な騒音と疲労がなく、静かで、瞬間的に打鋲が完了します。
美しい仕上り
ボルト頭の角張った突出が無い低い頭型は打鋲後の仕上りを美しく、商品価値を高めます。
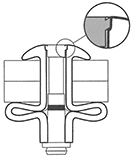
ロッキング機構(PAT.)
打鋲後の破断ステムは、ボルト本体の中に「くさび状」に固定、高い気密性・耐振性が保持されます。目視検査が可能。
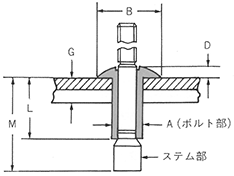
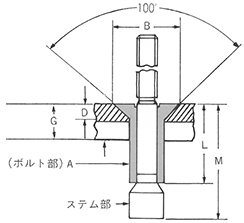
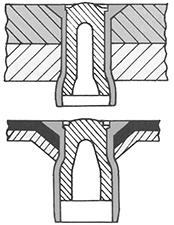
図面化に際しての基準
モノボルトの高性能・機能を維持する為に、板厚、下穴、その他の公差は必ず表示を守って下さい。
下穴に関しては、下記の様な組合せ管理をして下さい。
- ●モノボルト頭側を小さく/モノボルト尻側を大きく …他のファスナーの逆。必ず、上板・穴 ≦ 下板・穴とする。
- ●薄板は小さく、厚板は大きく。
- ●軟母材は小さく、硬母材は大きく。
上図のロッキング機構イラストの様にステム中空部が、板厚内で収縮することによりモノボルトの防水・気密性の保持及びステム・ロック部の性能確保に役立っております。
この注意事項は下記の性能・機能を達成するのに重要です故、必ず尊守下さい。
- ●ステムの良好な引上げと「つらいち」破断の確保。
- ●ステム・ロックの確実性・均一性。
- ●芯抜け強度の確保・安定化。
- ●工具ジョー、ノーズ・チップの寿命延長。
スチール・モノボルト丸頭
| 品番 | 材質 | |
|---|---|---|
| ボルト部 | ステム部 | |
| 2771 | 中炭素鋼 (亜鉛メッキ) | 低炭素鋼 (亜鉛メッキ) |
| 製品番号 | 呼び径 | 板厚G | 基準径A | 頭径B | D | L | M | T(以上) | 標準下穴 |
|---|---|---|---|---|---|---|---|---|---|
| 2771-0613 | 4.8 | 1.7~6.9 | 4.8 | 10.0 | 2.0 | 10.5 | 18.0 | 10.4 | 4.9~5.1 |
| 2771-0617 | 1.7~11.0 | 13.7 | 24.5 | 13.5 | |||||
| 2771-0817 | 6.4 | 2.1~9.5 | 6.4 | 13.4 | 2.7 | 14.2 | 23.7 | 12.2 | 6.6~7.0 |
| 2771-0824 | 2.1~15.9 | 19.2 | 33.0 | 16.4 | |||||
| 2771-1228 | 3/8” | 3.1~11.4 | 9.8 | 21.0 | 4.0 | 22.0 | 36.2 | 22.2 | 9.9~10.4 |
この品物はドライ・フィルム処理してありますので、脱脂処理はしないで下さい。
締結物の裏側に障害物のある場合は、最低"T"寸法のすき間が必要です。
太口径φ10
せん断26kN・引張り17kNの強力ブラインド・リベット2771 -1228新発売!!
・重量構造物・車両・建築物などに頑丈な接合をします。
ノーズ・アセンブリー(7220-7000)
強力なロッキング機構
打鋲後の破断システムは、ボルト本体の中に「くさび状」に固定、高い気密性・耐振性が保持されます。目視検査が可能。
取付標準強度
| 試験方法 |  |  |  |
|---|---|---|---|
| 製品番号 | 引張強度 | 剪断強度 | 平均芯抜け強度 |
| 2771-0613 2771-0617 | 5.12(520) | 6.45(660) | 0.44(45) |
| 2771-0817 2771-0824 | 10.45(1,060) | 11.80(1,200) | 1.11(110) |
| 2771-1228 | 17.50(1,780) | 26.30(2,680) | 2.22(220) |
| 備考 | 1kN=102kgf | ||
・設計に際しては、充分な安全率をご考慮下さい。
アルミ・モノボルト丸頭
| 品番 | 材質 | |
|---|---|---|
| ボルト部 | ステム部 | |
| 2774 | 耐蝕アルミMg.5 A-5056W(生地) | 高力アルミ A-2014W(生地) |
| 製品番号 | 呼び径 | 板厚G | 基準径A | 頭径B | D | L | M | T(min.) | 標準下穴 |
|---|---|---|---|---|---|---|---|---|---|
| 2774-0613 | 4.8 | 1.7~6.9 | 4.8 | 10.0 | 2.0 | 10.5 | 18.3 | 10.4 | 4.9~5.1 |
| 2774-0617 | 1.7~11.0 | 13.7 | 24.0 | 13.0 | |||||
| 2774-0817 | 6.4 | 2.1~9.5 | 6.4 | 13.4 | 2.7 | 14.2 | 25.5 | 13.0 | 6.6~7.0 |
| 2774-0824 | 2.1~15.9 | 19.2 | 34.7 | 18.0 |
この品物はドライ・フィルム処理してありますので、脱脂処理はしないで下さい。
締結物の裏側に障害物のある場合は、
最低"T"寸法のすき間が必要です。
強力なロッキング機構
打鋲後の破断システムは、ボルト本体の中に「くさび状」に固定、高い気密性・耐振性が保持されます。目視検査が可能。
取付標準強度
| 試験方法 |  |  |  |
|---|---|---|---|
| 製品番号 | 引張強度 | 剪断強度 | 平均芯抜け強度 |
| 2774-0613 2774-0617 | 2.22(230) | 3.00(305) | 0.22(22) |
| 2774-0817 2774-0824 | 4.23(430) | 6.00(610) | 0.44(45) |
| 備考 | 1kN=102kgf | ||
・設計に際しては、充分な安全率をご考慮下さい。
ステンレス・モノボルト丸頭
| 品番 | 材質 | |
|---|---|---|
| ボルト部 | ステム部 | |
| 2711 | ステンレス鋼 SUS304・XM7(生地) | 同左 (生地) |
| 製品番号 | 呼び径 | 板厚G | 基準径A | 頭径B | D | L | M | T(min) | 標準下穴 |
|---|---|---|---|---|---|---|---|---|---|
| 2711-0613 | 4.8 | 1.6~6.9 | 4.8 | 10.0 | 2.1 | 11.0 | 18.2 | 10.4 | 4.9~5.1 |
| 2711-0617 | 1.6~11.0 | 14.2 | 24.5 | 13.5 | |||||
| 2711-0817 | 6.4 | 2.0~9.5 | 6.4 | 13.4 | 2.9 | 14.6 | 23.7 | 12.2 | 6.6~7.0 |
| 2711-0824 | 2.0~15.8 | 19.8 | 32.9 | 16.4 |
この品物はドライ・フィルム処理してありますので、脱脂処理はしないで下さい。
ステンレス品の識別の為、ボルト頭に「X」マークを入れます。
締結物の裏側に障害物のある場合は、
最低"T"寸法のすき間が必要です。
強力なロッキング機構
打鋲後の破断システムは、ボルト本体の中に「くさび状」に固定、高い気密性・耐振性が保持されます。目視検査が可能。
取付標準強度
| 試験方法 |  |  |  |
|---|---|---|---|
| 製品番号 | 引張強度 | 剪断強度 | 平均芯抜け強度 |
| 2711-0613 2711-0617 | 5.12(520) | 6.45(660) | 0.44(45) |
| 2711-0817 | 10.45(1,060) | 11.80(1,200) | 1.11(110) |
| 2711-0824 | 9.60(970) | 11.10(1,130) | |
| 備考 | 1kN=102kgf | ||
・設計に際しては、充分な安全率をご考慮下さい。
モノボルト皿頭
| 品番 | 材質 | |
|---|---|---|
| リベット部 | ステム部 | |
| 2761 | 中炭素鋼 (亜鉛メッキ) | 低炭素鋼 (亜鉛メッキ) |
| 2764 | アルミA-5056W (生地) | アルミA-2014W (生地) |
接合強度保持のため、上板は“D”以上の板厚が必要です。
| 製品番号 | 呼び径 | 板厚G | 基準径A | 頭径B | D | L | M | T(min) | 標準下穴 |
|---|---|---|---|---|---|---|---|---|---|
| 2761-0615 | 4.8 | 3.2~8.4 | 4.8 | 9.0 | 1.8 | 12.3 | 20.0 | 10.4 | 4.9~5.1 |
| 2761-0619 | 3.2~12.2 | 15.5 | 26.2 | 13.5 | |||||
| 2761-0821 | 6.4 | 3.2~12.0 | 6.4 | 10.6 | 2.0 | 16.8 | 26.4 | 12.2 | 6.6~7.0 |
| 2764-0821 | 27.2 | 13.0 | 6.6~7.0 |
この品物はドライ・フィルム処理してありますので、脱脂処理はしないで下さい。
締結物の裏側に障害物のある場合は、
最低"T"寸法のすき間が必要です。
ステム・ロックと「つらいち」性
取付標準強度
| 試験方法 |  |  |  |
|---|---|---|---|
| 製品番号 | 引張強度 | 剪断強度 | 平均芯抜け強度 |
| 2761-0615 | 5.12(520) | 6.45(660) | 0.44(45) |
| 2761-0619 | |||
| 2761-0821 | 10.45(1,060) | 11.80(1,200) | 1.11(110) |
| 2764-0821 | 4.23(430) | 6.00(620) | 0.44(45) |
| 備考 | 1kN=102kgf | ||
・設計に際しては、充分な安全率をご考慮下さい。
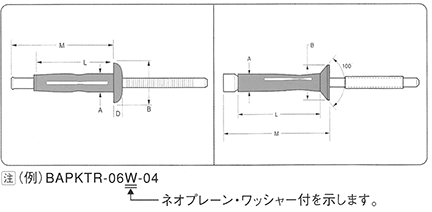
クランプタイト・KTR(三つ割れブラインド・ボルト)

薄板、柔らかい母材、長穴、大きな下穴等の接合に、強力で優れた引きつけ力を発揮するユニークな三ッ割れブラインド・ボルト。
特に芯抜けがなく、防水、耐振性に優れてます。裏側にワッシャー等を当てる必要もなく、手の届かぬ個所の作業がスピーディで、楽になり、コスト・ダウンに貢献します。
| 品番 | 材質 | |
|---|---|---|
| リベット部 | ステム部 | |
| BAPKTR-6 | アルミ (生地) | 高力アルミ (生地) |
| <皿頭>BACKTR-6 | ||
| BAPKTR-8 | アルミ (生地) |
|
| 製品番号 | 板厚G | 基準径A | 頭径B | D | L | M | 標準下穴 |
|---|---|---|---|---|---|---|---|
| BAPKTR-06-04 | 1.27~6.35 | 5.0 | 11.3 | 2.2 | 22.6 | 30.8 | 5.1~5.3 |
| BAPKTR-06-06 | 4.75~9.53 | 25.0 | 33.1 | ||||
| BAPKTR-06-09 | 9.53~14.27 | 28.4 | 36.3 | ||||
| BAPKTR-06-12 | 14.27~19.05 | 32.9 | 41.1 | ||||
| BAPKTR-08-04 | 1.52~6.35 | 6.1 | 14.2 | 2.9 | 23.5 | 32.9 | 6.4~6.6 |
| BAPKTR-08-06 | 4.75~9.53 | 26.7 | 36.1 | ||||
| <皿頭>BACKTR-06-06 | 4.75~9.53 | 5.0 | 8.5 | 1.8 | 25.0 | 33.1 | 5.1~5.3 |
| <皿頭>BACKTR-06-12 | 14.27~19.05 | 32.9 | 41.1 |
強力なロッキング機構
完全にロックされた高耐振・防水性のステム。
プラスチック・カラー・キャップ
取付標準強度
| 試験方法 |  |  |  |
|---|---|---|---|
| 製品番号 | 引張強度 | 剪断強度 | 平均芯抜け強度 |
| BAPKTR-6 BACKTR-6 | 2.00(204) | 3.11(317) | 0.22(22) |
| BAPKTR-8 | 4.45(453) | 6.01(613) | 0.44(44) |
| 備考 | 1kN=102kgf | ||
・設計に際しては、充分な安全率をご考慮下さい。
ヘムロック&アブシール・プラグ
ヘムロック
薄板用ブラインド・ボルト
ヘムロックはユニークなコブ状のかしめ法により裏側の薄板を変形さすことなく、強力な引きつけ力で高い良質な締結ジョイントを形成。
自動機対応のテーパー型デザインとなっており、アブデル・バイキング自動機との組合せで、無人化作業が可能です。
| 品番 | 材質 | |
|---|---|---|
| リベット部 | ステム部 | |
| 2221 | 中炭素鋼 (亜鉛メッキ) | 中炭素鋼 (亜鉛メッキ) |
仕様
- サイズ:φ6.4
- グリップ:2.8mm~12.8mm
- 使用工具:ProSet XT3
使用例
- 自動車の高張力薄鋼板
- 家電・建築用パネル
- トラック・電車・造船板金
アブシール・プラグ
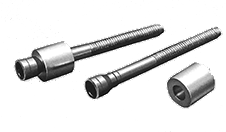
片側締結のシーリング・プラグ
アブシールはコンパクトなエアー工具を使用することで、簡単な片側作業により埋め栓を取り付けるもので、高い密閉効果を得ることができ、テーパーネジの様なゆるみ・漏れがありません。
| 品番 | 材質 | |
|---|---|---|
| リベット部 | ステム部 | |
| 2961 2964 | アルミ合金A6061 (生地) | 低炭素鋼 (亜鉛メッキ) |
仕様
- サイズ:M4,M5,M6,M8
- 使用工具:ProSet XT2,XT3,G2スプリット型
使用例
- ディーゼル・エンジン、
- 油圧機械全般