クリンチングファスナー
カレイ プレスファスナー
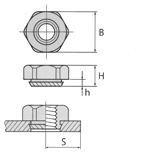
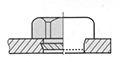
KALEI®ナット

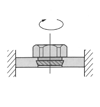
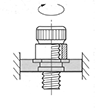
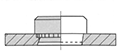
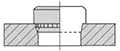
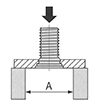
既存の空圧式・油圧式プレスで母材材質(表面処理鋼板、アルミ、ステンレス)にかかわらず、薄板、小さな端面距離の母材等に、ナットを取り付けることができます。また、KALEIナットの首下部分は独自の形状(ナール、溝部)をしており高い取付強度が得られます。
■スチール

| 材質 | スチール |
|---|---|
| 表面処理 | 亜鉛メッキ3価クロメート |
| 使用母材硬度 | Hv300以下 |
 | S:下穴中心点から母材端面までの最小距離 | ||||||||||||||
| ねじの 呼び M | 加工物 穴径 (mm) | カレイ ナット No.■-■ | 最小 板厚 (mm) | B (mm) | H (mm) | h (mm) | S (mm) | 参考強度 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| スチール母材 | アルミ母材 | ||||||||||||||
| 圧入力 kN | 使用 トルク N・m | 空回り トルク N・m | 押し込み 強度 N | 圧入力 kN | 使用 トルク N・m | 空回り トルク N・m | 押し込み 強度 N |
||||||||
| M2×0.4 | 4.5 | 2-09 | 1.0 | 5.5 | 3.0 | 0.9 | 4.5 | 3.9〜6.9 | 0.49 | 2.5 | 345 | 2.5〜3.4 | 0.49 | 1.2 | 295 |
| M2.5×0.45 | 2.5-09 | 0.69 | 0.69 | ||||||||||||
| M2.6×0.45 | 2.6-09 | 0.78 | 0.78 | ||||||||||||
| M3×0.5 | 4.5 | 3-05 | 0.6 | 6.0 | 2.6 | 0.5 | 4.5 | 3.9〜6.9 | 3.9 | 1.5 | 165 | - | - | - | - |
| 3-07 | 0.8 | 5.5 | 2.8 | 0.7 | 2.0 | 245 | 2.0〜2.9 | 3.9 | 1.0 | 195 | |||||
| 3-09 | 1.0 | 3.0 | 0.9 | 2.5 | 345 | 2.5〜3.4 | 1.2 | 295 | |||||||
| 3-15 | 1.6 | 3.6 | 1.5 | 5.4〜8.8 | 2.9 | 685 | 3.4〜4.9 | 2.0 | 590 | ||||||
| M4×0.7 | 5.5 | 4-05 | 0.6 | 7.0 | 2.8 | 0.5 | 5.5 | 5.9〜8.8 | 7.8 | 2.0 | 245 | - | - | - | - |
| 4-07 | 0.8 | 3.0 | 0.7 | 2.5 | 265 | 2.9〜4.9 | 7.8 | 1.2 | 245 | ||||||
| 4-09 | 1.0 | 3.2 | 0.9 | 2.9 | 490 | 3.9〜5.9 | 2.0 | 345 | |||||||
| 4-15 | 1.6 | 3.8 | 1.5 | 7.8〜11.8 | 4.9 | 785 | 5.4〜7.8 | 2.5 | 685 | ||||||
| M5×0.8 | 6.5 | 5-09 | 1.0 | 8.0 | 4.0 | 0.9 | 6.5 | 7.8〜10.8 | 14.7 | 4.9 | 590 | 4.9〜7.4 | 11.3 | 2.9 | 440 |
| 5-15 | 1.6 | 4.6 | 1.5 | 8.8〜12.7 | 6.9 | 885 | 5.9〜8.8 | 12.7 | 3.4 | 785 | |||||
| M6×1.0 | 8.0 | 6-09 | 1.0 | 10.0 | 5.0 | 0.9 | 8.0 | 8.8〜12.7 | 24.5 | 5.9 | 590 | 5.9〜9.8 | 24.5 | 3.9 | 490 |
| 6-15 | 1.6 | 5.6 | 1.5 | 9.8〜14.7 | 8.8 | 980 | 6.9〜10.8 | 5.9 | 885 | ||||||
| M8×1.25 | 10.0 | 8-19 | 2.0 | 13.0 | 6.5 | 1.9 | 10.0 | 11.8〜16.7 | 49.0 | 19.6 | 1180 | 7.9〜12.7 | 49.0 | 10.8 | 980 |
| M10×1.5 | 12.5 | 10-19 | 2.0 | 15.0 | 8.0 | 1.9 | 12.5 | 18.6〜26.5 | 78.5 | 24.5 | 1270 | 9.8〜15.7 | 73.6 | 13.7 | 1080 |
| M12×1.75 | 14.5 | 12-29 | 3.0 | 17.0 | 10.0 | 2.9 | 14.5 | 22.6〜32.4 | 147 | 45.1 | 2650 | 14.7〜22.5 | 137 | 19.6 | 1960 |
| M16×2.0 | 18.5 | 16-34 | 3.5 | 22.0 | 13.0 | 3.4 | 18.5 | 29.4〜42.2 | 245 | 88.3 | 5400 | 16.7〜24.5 | 245 | 63.8 | 2750 |
| M20×2.5 | 23.0 | 20-39 | 4.0 | 27.0 | 16.0 | 3.9 | 23.0 | 34.3×49.0 | 412 | 137.0 | 6870 | 19.6〜29.4 | 412 | 78.5 | 3330 |
表面処理はニッケル(Ni)メッキも可能ですのでご相談ください。
■銅合金

| 材質 | 銅合金 |
|---|---|
| 表面処理 | - |
| 使用母材硬度 | Hv60以下 |
 | S:下穴中心点から母材端面までの最小距離 | ||||||||||
| ねじの呼び M | 加工物 穴径 (mm) | カレイナット No.■-■ | 最小 板厚 (mm) | B (mm) | H (mm) | h (mm) | S (mm) | 参考強度 | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| アルミ母材 | |||||||||||
| 圧入力 kN | 使用 トルク N・m | 空回り トルク N・m | 押し込み 強度 N |
||||||||
| M3×0.5 | 4.5 | 3-09 | 1.0 | 5.5 | 3.0 | 0.9 | 4.5 | 2.5〜3.4 | 2.5 | 1.2 | 245 |
| M4×0.7 | 5.5 | 4-09 | 7.0 | 3.2 | 5.5 | 3.9〜5.9 | 4.9 | 2.0 | 295 | ||
| M5×0.8 | 6.5 | 5-09 | 8.0 | 4.0 | 6.5 | 4.9〜7.4 | 9.8 | 2.9 | 390 | ||
※銅合金力レイナッ卜は2011年10月生産分より、RoHS対応しております。
■ステンレス

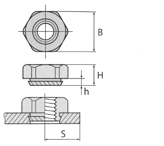
| 材質 | ステンレス(オーステナイト系) |
|---|---|
| 表面処理 | - |
| 使用母材硬度 | Hv160以下 |
 | S:下穴中心点から母材端面までの最小距離 | ||||||||||
| ねじの呼び M | 加工物 穴径 (mm) | カレイナット No.■-■ | 最小 板厚 (mm) | B (mm) | H (mm) | h (mm) | S (mm) | 参考強度 | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| アルミ母材 | |||||||||||
| 圧入力 kN | 使用 トルク N・m | 空回り トルク N・m | 押し込み 強度 N |
||||||||
| M2.5×0.45 | 4.5 | 2.5-09 | 1.0 | 5.5 | 3.0 | 0.9 | 4.5 | 2.5〜3.4 | 0.69 | 1.2 | 295 |
| M2.6×0.45 | 2.6-09 | 0.78 | |||||||||
| M3×0.5 | 4.5 | 3-09 | 1.0 | 5.5 | 3.0 | 0.9 | 4.5 | 2.5〜3.4 | 3.9 | 1.2 | 295 |
| 3-15 | 1.6 | 3.6 | 1.5 | 3.4〜4.9 | 2.0 | 590 | |||||
| M4×0.7 | 5.5 | 4-09 | 1.0 | 7.0 | 3.2 | 0.9 | 5.5 | 3.9〜5.9 | 7.8 | 2.0 | 345 |
| 4-15 | 1.6 | 3.8 | 1.5 | 5.4〜7.9 | 2.5 | 685 | |||||
| M5×0.8 | 6.5 | 5-09 | 1.0 | 8.0 | 4.0 | 0.9 | 6.5 | 4.9〜7.4 | 11.3 | 2.9 | 440 |
| 5-15 | 1.6 | 4.6 | 1.5 | 5.9〜8.8 | 12.7 | 3.4 | 785 | ||||
| M6×1.0 | 8.0 | 6-09 | 1.0 | 10.0 | 5.0 | 0.9 | 8.0 | 5.9〜9.8 | 24.5 | 3.9 | 490 |
| 6-15 | 1.6 | 5.6 | 1.5 | 6.9〜10.8 | 5.9 | 885 | |||||
| M8×1.25 | 10.0 | 8-19 | 2.0 | 13.0 | 6.5 | 1.9 | 10.0 | 7.8〜12.7 | 49.0 | 10.8 | 980 |
| M10×1.5 | 12.5 | 10-19 | 2.0 | 14.0 | 8.0 | 1.9 | 12.5 | 9.8〜15.7 | 73.6 | 13.7 | 1080 |
| M12×1.75 | 14.5 | 12-29 | 3.0 | 17.0 | 10.0 | 2.9 | 14.5 | 14.7〜22.5 | 137.0 | 19.6 | 1960 |
■ステンレス母材用ステンレス
ステンレス母材に圧入取付できるステンレス製カレイナットです。
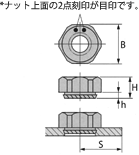
| 材質 | ステンレス(マルテンサイト系) |
|---|---|
| 表面処理 | 不動態化処理 |
| 使用母材硬度 | Hv200以下 |
 | S:下穴中心点から母材端面までの最小距離 | |||||||||
| ねじの呼び M | 加工物 穴径 (mm) | カレイナット No.■-■ | 最小 板厚 (mm) | B (mm) | H (mm) | h (mm) | S (mm) | 参考強度(SUS304母材) | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 圧入力 kN | 押し込み 強度 N | 使用 トルク N・m |
||||||||
| M3×0.5 | 4.5 | 3-09 | 1.0 | 5.5 | 3.0 | 0.9 | 4.5 | 6.0〜8.0 | 400 | 3.0 |
| 3-15 | 1.6 | 3.6 | 1.5 | 7.0〜10.0 | 1000 | |||||
| M4×0.7 | 5.5 | 4-09 | 1.0 | 7.0 | 3.2 | 0.9 | 5.5 | 7.0〜10.0 | 550 | 5.0 |
| 4-15 | 1.6 | 3.8 | 1.5 | 10.0〜14.0 | 1200 | |||||
| M5×0.8 | 6.5 | 5-09 | 1.0 | 8.0 | 4.0 | 0.9 | 6.5 | 9.0〜12.0 | 600 | 15.0 |
| 5-15 | 1.6 | 4.6 | 1.5 | 14.0〜18.0 | 1500 | |||||
| M6×1.0 | 8.0 | 6-09 | 1.0 | 10.0 | 5.0 | 0.9 | 8.0 | 12.0〜16.0 | 650 | 25.0 |
| 6-15 | 1.6 | 5.6 | 1.5 | 17.0〜22.0 | 1800 | |||||
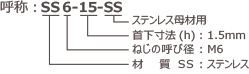
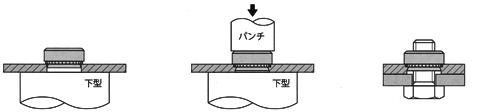
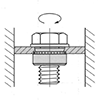
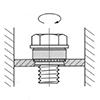
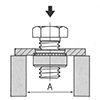
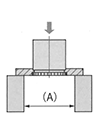
KALEIナットの圧入方法
- (1)セットダイに母材をセッ卜します。
- (2)KALEIナットをセットします。
- (3)プレス機によりナッ卜の首下を母材に沈み込ませます。注)首下を完全に圧入してください。
- (4)ナールにより高い取付強度得られます。
KALEIナット、KALEIスペーサー用の治具です。下穴の中心へKALEIナッ卜を圧入することを目的とします。M3〜M10を用意しております。
品名:KJ-□(□は3~10のM寸法)
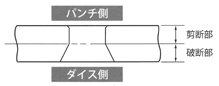
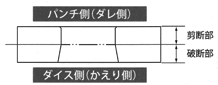
下穴状態と圧入方向
- ・一般的にプレス加工された下穴は剪断部(ストレー卜部)と破断部(スカー卜部)が成形されます。
- ・圧入方向はパンチ側からが最適ですが、設計上ダイス側より使用される場合は十分ご注意ください。
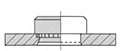
- ●パンチ側からの圧入●
-
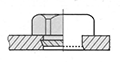
薄板の場合○ -
厚板の場合○
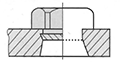
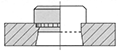
- ●ダイス側からの圧入●
-
薄板の場合△ -
厚板の場合×
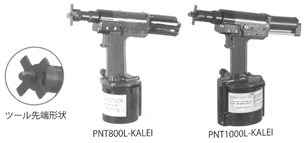
KALEIナットツール(圧入力管理型)
- ・プレス圧入が困難な部位へのKALEIナッ卜圧入にご使用ください。
- ・ナットサイズおよび母材材質に適正な圧入力を事前に設定するので、安定した圧入が可能です。
- ・ナットサイズの変更は、マンドレル、ノーズアッシーと荷重設定用バルブのワンタッチ交換で可能です。
| ツール | 圧入 サイズ | 使用空気圧 (Mpa) | 全高 (mm) | 全長 (mm) | 重量 (kg) |
|---|---|---|---|---|---|
| PNT800L-KALEI-6 | S6-09 S6-15 | 0.5〜0.6 | 310 | 290 | 1.90 |
| PNT800L-KALEI-8 | S8-19 | ||||
| PNT1000L-KALEI-10 | S10-19 | 0.5〜0.6 | 315 | 320 | 2.75 |
- ・試験条件
- 母材:SPCC、A5052-H34、SUS304…最小板厚
- 治具穴径(A):(カレイナットのB寸法)×1.5倍
-
使用トルク
-
空回りトルク
-
押し込み強度
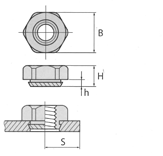
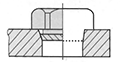
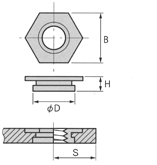
KALEI®フラットナット
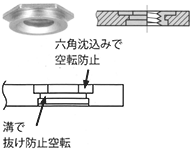
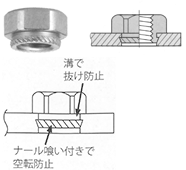
既存の空圧式・油圧式プレスでKALEIフラットナッ卜の六角ボディを母材に圧入することでナットの回転を阻止し、溝部へのメタルフローによりナットの抜けを防止します。完全埋め込みタイプで表裏とも、平坦な仕上がりになりますので製品のコンパク卜化に最適なナットです。

| 材質 | スチール |
|---|---|
| 表面処理 | ニッケルメッキ |
| 使用母材硬度 | Hv160以下 |
 | S:下穴中心点から母材端面までの最小距離 | ||||||||||||||
| ねじの呼び M | 加工物 穴径 (mm) | フラット ナット No.■-■ | 最小 板厚 (mm) | B (mm) | H (mm) | D (mm) | S (mm) | 圧入力 kN | 参考強度 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 引張強度 kN | 押し込み強度 kN | 空回りトルク・ 使用トルク N-m |
|||||||||||||
| スチール | アルミ | スチール | アルミ | スチール | アルミ | スチール | アルミ | ||||||||
| M3×0.5 | 4.5 | 314 | 1.5 | 5.0 | 1.4 | 4.4 | 5.0 | 11.8〜15.7 | 7.9〜9.8 | 1.85 | 1.45 | 1.45 | 0.85 | 2.9 | 2.9 |
| 319 | 2.0 | 1.9 | 2.55 | 2.15 | 1.65 | 0.95 | 3.4 | 3.4 | |||||||
| M4×0.7 | 6.5 | 414 | 1.5 | 7.0 | 1.4 | 6.4 | 6.0 | 19.6〜25.5 | 9.8〜12.7 | 1.85 | 1.45 | 1.45 | 1.15 | 4.4 | 4.4 |
| 419 | 2.0 | 1.9 | 2.60 | 2.15 | 2.25 | 1.35 | 6.8 | 6.8 | |||||||
上記表示のスチール・アルミは、使用母材材質を表します。
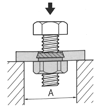
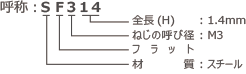
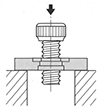
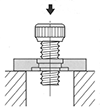
フラットナットの圧入方法

- (1)母材に下穴を加工します。(下穴形状:丸穴)
- (2)母材下穴にフラットナッ卜をセットします。
- (3)プレス機により、フラットナットの六角部を母材に沈み込ませます。注)パンチの角は、母材を傷つけない様にR加工してください。
- (4)フラットナットに部材を取り付けます。
- 母材:SPCC、A5052-H34 (最小厚板)
-
引張強度
-
押し込み強度
-
空回りトルク
-
使用トルク
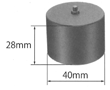
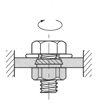
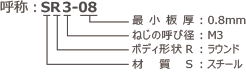
KALEI®ラウンドナット
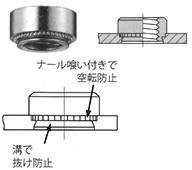
既存の空圧式・油圧式プレスでKALEIラウンドナットの首下ロ一レット部を母材に圧入することでナットの回転を阻止し、溝部へのメタルフローによりナットの抜けを防止します。薄板、溶接不向きな母材等に、ナットを取り付けることができます。また、ワイドな面圧により、高い取付強度が得られます。

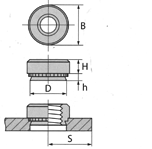
| 材質 | スチール |
|---|---|
| 表面処理 | 亜鉛メッキ3価クロメート |
| 使用母材硬度 | Hv160以下 |
 | S:下穴中心点から母材端面までの最小距離 | |||||||||||||||
| ねじの呼び M | 加工物 穴径 (mm) | カレイナット No.■-■ | 最小 板厚 (mm) | B ±0.2 (mm) | H ±0.2 (mm) | h Max (mm) | D Max (mm) | S (mm) | 参考強度 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| スチール母材 | アルミ母材 | |||||||||||||||
| 圧入力 kN | 使用 トルク N・m | 空回り トルク N・m | 押し込み 強度 N | 圧入力 kN | 使用 トルク N・m | 空回り トルク N・m | 押し込み 強度 N |
|||||||||
| M3×0.5 | 4.25 | 3-08 | 0.8 | 6.3 | 1.5 | 0.76 | 4.22 | 6.0 | 11.0 | 2.5 | 1.5 | 240 | 6.5 | 2.5 | 0.9 | 150 |
| 3-10 | 1.0 | 0.97 | 12.0 | 1.5 | 400 | 7.0 | 1.2 | 290 | ||||||||
| 3-14 | 1.4 | 1.37 | 12.5 | 1.5 | 930 | 7.0 | 1.2 | 760 | ||||||||
| M4×0.7 | 5.4 | 4-08 | 0.8 | 7.9 | 2.0 | 0.76 | 5.38 | 7.0 | 14.0 | 5.3 | 2.9 | 430 | 10.0 | 5.3 | 2.3 | 290 |
| 4-10 | 1.0 | 0.97 | 14.5 | 2.9 | 635 | 10.5 | 2.5 | 470 | ||||||||
| 4-14 | 1.4 | 1.37 | 14.5 | 4.1 | 1020 | 10.5 | 3.5 | 840 | ||||||||
| M5×0.8 | 6.4 | 5-08 | 0.8 | 8.7 | 2.0 | 0.76 | 6.38 | 8.0 | 15.0 | 11.8 | 3.5 | 530 | 10.0 | 11.8 | 2.7 | 290 |
| 5-10 | 1.0 | 0.97 | 17.0 | 3.5 | 790 | 11.5 | 3.5 | 470 | ||||||||
| 5-14 | 1.4 | 1.37 | 17.0 | 5.9 | 1100 | 11.5 | 4.7 | 880 | ||||||||
| M6×1.0 | 8.75 | 6-10 | 1.0 | 11.05 | 4.1 | 0.97 | 8.72 | 9.0 | 17.0 | 24.5 | 10.8 | 635 | 12.0 | 24.5 | 5.9 | 390 |
| 6-14 | 1.4 | 1.37 | 25.0 | 11.8 | 1635 | 18.0 | 10.8 | 780 | ||||||||
| 6-23 | 2.3 | 2.21 | 25.0 | 15.7 | 2940 | 18.0 | 13.7 | 1760 | ||||||||
| M8×1.25 | 10.5 | 8-14 | 1.4 | 12.7 | 5.4 | 1.37 | 10.44 | 10.0 | 26.5 | 49.0 | 24.5 | 2170 | 13.5 | 49.0 | 10.8 | 780 |
| 8-23 | 2.3 | 2.21 | 28.0 | 29.4 | 2940 | 14.5 | 18.2 | 1960 | ||||||||
| M10×1.5 | 14.0 | 10-23 | 2.3 | 17.35 | 7.48 | 2.21 | 13.94 | 14.0 | 51.2 | 78.5 | 45.0 | 3000 | 30.9 | 73.6 | 35.0 | 2200 |
圧入力は母材材質(硬度)により変る場合がありますので御使用の母材にて御確認ください。

| 材質 | SUS303 |
|---|---|
| 表面処理 | 不動態化処理 |
| 使用母材硬度 | Hv120以下 |
 | S:下穴中心点から母材端面までの最小距離 | |||||||||||
| ねじの呼び M | 加工物 穴径 (mm) | カレイナット No.■-■ | 最小 板厚 (mm) | B ±0.25 (mm) | H ±0.25 (mm) | h Max (mm) | D Max (mm) | S (mm) | 参考強度 | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| アルミ母材 | ||||||||||||
| 圧入力 kN | 使用 トルク N・m | 空回り トルク N・m | 押し込み 強度 N |
|||||||||
| M3×0.5 | 4.25 | 3-08 | 0.8 | 6.3 | 1.5 | 0.76 | 4.22 | 6.0 | 6.5 | 2.5 | 0.9 | 150 |
| 3-10 | 1.0 | 0.97 | 7.0 | 1.2 | 290 | |||||||
| 3-14 | 1.4 | 1.37 | 7.0 | 1.2 | 760 | |||||||
| M4×0.7 | 5.4 | 4-08 | 0.8 | 7.9 | 2.0 | 0.76 | 5.38 | 7.0 | 10.0 | 5.3 | 2.3 | 290 |
| 4-10 | 1.0 | 0.97 | 10.5 | 2.5 | 470 | |||||||
| 4-14 | 1.4 | 1.37 | 10.5 | 3.5 | 840 | |||||||
| M5×0.8 | 6.4 | 5-08 | 0.8 | 8.5 | 2.0 | 0.76 | 6.38 | 8.0 | 10.0 | 11.8 | 2.7 | 290 |
| 5-10 | 1.0 | 0.97 | 11.5 | 3.5 | 470 | |||||||
| 5-14 | 1.4 | 1.37 | 11.5 | 4.7 | 880 | |||||||
| M6×1.0 | 8.75 | 6-10 | 1.0 | 11.05 | 4.08 | 0.97 | 8.72 | 9.0 | 12.0 | 24.5 | 5.9 | 390 |
| 6-14 | 1.4 | 1.37 | 18.0 | 10.8 | 780 | |||||||
| 6-23 | 2.3 | 2.21 | 18.0 | 13.7 | 1760 | |||||||
| M8×1.25 | 10.5 | 8.14 | 1.4 | 12.65 | 5.47 | 1.37 | 10.44 | 10.0 | 13.5 | 49.0 | 10.8 | 780 |
| 8-23 | 2.3 | 2.21 | 14.5 | 18.2 | 1960 | |||||||
圧入力は母材材質(硬度)により変る場合がありますので御使用の母材にて御確認ください。
ラウンドナットの圧入方法
- (1)母材にラウンドナットをセットします。
- (2)プレス機により、ラウンドナッ卜の首下を母材に沈み込ませます。注)首下を完全に圧入してください。
- (3)ナールと溝で、高い固着力が得られます。
下穴状態と圧入方向
- ・一般的にプレス加工された下穴は剪断部(ストレー卜部)と破断部(スカー卜部)が成形されます。
- ・圧入方向はパンチ側からが最適ですが、設計上ダイス側より使用される場合は十分ご注意ください。
- ●パンチ側からの圧入●
-
薄板の場合○ -
厚板の場合○
- ●ダイス側からの圧入●
-
薄板の場合△ -
厚板の場合×
- ・試験条件
- 母材:SPCC、A5052-H34…最小板厚
- 治具穴径(A):(ラウンドナットのB寸法)×1.5倍
-
使用トルク
-
空回りトルク
-
押し込み強度
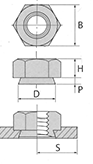
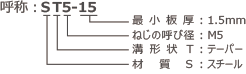
KALEI® STナット
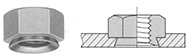
既存の空圧式・油圧式プレスでKALEI STナットの六角ボディーの一部を母材に圧入することでナッ卜の回転を阻止し、首下溝部へのメタルフローによりナッ卜の抜けを防止します。KALEI STナッ卜の取付方向は母材のパンチ側・プレス側ともに圧入可能です。
■STナット(M3~M6)
| 材質 | スチール |
|---|---|
| 表面処理 | 亜鉛メッキ3価クロメート |
| 使用母材硬度 | Hv160以下 |
 | S:下穴中心点から母材端面までの最小距離 | ||||||||||
| ねじの呼び M | 加工物 穴径 (mm) | STナット No.■-■ | 最小 板厚 (mm) | B (mm) | H (mm) | P Max (mm) | D Max (mm) | S (mm) | 圧入力 kN | 最小沈み代 L (mm) |
|
|---|---|---|---|---|---|---|---|---|---|---|---|
| スチール (SPCC) | アルミ (A5052-H34) |
||||||||||
| M3×0.5 | 5.0 | 3-10 | 1.0 | 5.3 | 2.5 | 0.6 | 4.97 | 5.0 | 2.9~4.4 | 2.4~2.8 | 0.3 |
| 3-15 | 1.5 | 1.0 | 3.4~6.4 | 2.5~3.6 | 0.4 | ||||||
| M4×0.7 | 6.0 | 4-10 | 1.0 | 6.3 | 2.7 | 0.6 | 5.97 | 6.0 | 4.9×6.4 | 2.8~3.2 | 0.3 |
| 4-15 | 1.5 | 1.0 | 5.4~8.3 | 2.9~4.1 | 0.4 | ||||||
| M5×0.8 | 7.0 | 5-10 | 1.0 | 7.3 | 3.5 | 0.6 | 6.97 | 7.0 | 6.4~8.3 | 3.2~3.7 | 0.3 |
| 5-15 | 1.5 | 1.0 | 7.9~10.8 | 3.3~4.5 | 0.4 | ||||||
| M6×1.0 | 8.5 | 6-10 | 1.0 | 8.8 | 4.6 | 0.6 | 8.47 | 8.5 | 9.8~11.8 | 4.1~4.7 | 0.3 |
| 6-15 | 1.5 | 1.0 | 9.8~12.8 | 4.3~5.5 | 0.4 | ||||||
| 6-30 | 3.0 | 9.0 | 2.15 | 16.7~20.6 | 7.9~12.8 | 0.6 | |||||
圧入力は母材材質(硬度)により変る場合がありますので御使用の母材にて御確認ください。
| ねじの呼び M | STナット No.■-■ | 参考強度 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| スチール母材(SPCC) | アルミ母材(A5052-H34) | ||||||||
| 押し込み 強度 kN | 使用 トルク N-m | 押し込み 強度 kN | 使用 トルク N-m |
||||||
| パンチ側 | ダイス側 | パンチ側 | ダイス側 | パンチ側 | ダイス側 | パンチ側 | ダイス側 | ||
| M3×0.5 | 3-10 | 0.59 | 0.59 | 3.43 | 3.43 | 0.44 | 0.39 | 2.94 | 2.94 |
| 3-15 | 1.08 | 1.08 | 3.43 | 3.43 | 0.64 | 0.54 | 2.94 | 2.94 | |
| M4×0.7 | 4-10 | 0.64 | 0.64 | 7.35 | 7.35 | 0.49 | 0.44 | 5.88 | 5.88 |
| 4-15 | 1.27 | 1.27 | 7.35 | 7.35 | 0.78 | 0.69 | 5.88 | 5.88 | |
| M5×0.8 | 5-10 | 0.69 | 0.69 | 11.77 | 11.28 | 0.54 | 0.49 | 9.81 | 9.81 |
| 5-15 | 1.37 | 1.37 | 13.73 | 13.73 | 0.88 | 0.74 | 10.79 | 10.30 | |
| M6×1.0 | 6-10 | 0.74 | 0.74 | 15.69 | 15.69 | 0.59 | 0.54 | 13.24 | 13.24 |
| 6-15 | 1.57 | 1.52 | 24.52 | 23.54 | 1.03 | 0.98 | 17.65 | 17.65 | |
| 6-30 | 2.94 | 2.55 | 25.50 | 25.50 | 1.96 | 1.67 | 25.50 | 25.50 | |
沈み込むから高トルク、流れ込むから抜け防止
-
沈み込む
母材に沈み込んだ六角ボディによりSTナットの回転を防止します。 -
流れ込む
溝部に流入した母材によりSTナットの抜けを防止します。
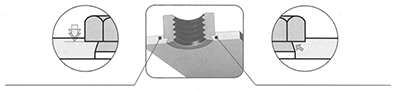
STナットの圧入方法

- (1)母材に下穴を加工します。(下穴形状:丸穴)
- (2)母材下穴にSTナットをセットします。
- (3)プレス機により、STナッ卜の六角部を適正圧入力により母材に沈み込ませます。
- (4)母材が溝部に流入する事により高い固着力が得られます。
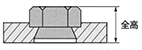
全高許容範囲(参考値)
- ・圧入作業は沈み代での管理をお奨め致しますが、参考として全高を全高許容値表から読み取り、圧入作業の目安としてください。
- ・圧入方向(パンチ側圧入・ダイス側圧入)に関係なく全高は共通です。
- 使用ナット:ST4-10
- 母材条件:SPCC 1.2mm
※上記の場合、全高は、3.4mm~3.6mmとなります。
推奨沈み代上限を超えて圧入しますと(過圧入)、下図のようになりますのでご注意ください。
 | スチール(SPCC) | アルミ(A5052-H34) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1.0 | 1.2 | 1.6 | 2.0 | 2.3 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | |
| ST3-10 | 3.1~3.2 | 3.2~3.4 | 3.3~3.8 | - | - | 3.1~3.2 | 3.2~3.4 | 3.3~3.7 | - | - |
| ST3-15 | - | - | 3.5~3.7 | 3.6~4.1 | 3.8~4.4 | - | - | 3.5~3.6 | 3.6~4.1 | 3.8~4.6 |
| ST4-10 | 3.3~3.4 | 3.4~3.6 | 3.5~4.0 | - | - | 3.3~3.4 | 3.4~3.6 | 3.5~3.9 | - | - |
| ST4-15 | - | - | 3.7~3.9 | 3.8~4.3 | 4.0~4.6 | - | - | 3.7~3.8 | 3.8~4.3 | 4.0~4.8 |
| ST5-10 | 4.1~4.2 | 4.2~4.4 | 4.3~4.8 | - | - | 4.1~4.2 | 4.2~4.4 | 4.3~4.7 | - | - |
| ST5-15 | - | - | 4.5~4.7 | 4.6~5.1 | 4.8~5.4 | - | - | 4.5~4.6 | 4.6~5.1 | 4.8~5.6 |
| ST6-10 | 5.2~5.3 | 5.3~5.5 | 5.4~5.9 | - | - | 5.2~5.3 | 5.3~5.5 | 5.4~5.8 | - | - |
| ST6-15 | - | - | 5.6~5.8 | 5.7~6.2 | 5.9~6.5 | - | - | 5.6~5.7 | 5.7~6.2 | 5.9~6.7 |
STナットツール(圧入力管理型)
- ・プレス圧入が困難な部位へのSTナット圧入にご使用ください。
- ・ナットサイズ及び母材材質に適正な圧入力を事前に設定するので、安定した圧入が可能です。
| ツール | 圧入サイズ | 使用空気圧 (Mpa) | 全高 (mm) | 全長 (mm) | 重量 (kg) |
|---|---|---|---|---|---|
| PNT800L-ST-6 | ST6-10 ST6-15 | 0.5~0.6 | 290 | 290 | 1.90 |

- ・試験条件
- 母材:SPCC、A5052-H34…最小板厚
- 治具穴径(A):(STナットのB寸法)×1.5倍
-
使用トルク
-
押し込み強度
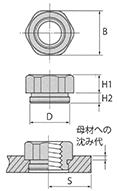
KALEI® SGナット

既存の空圧式・油圧式プレスでKALEI SGナッ卜の六角ボディーの一部を母材に圧入することでナットの回転を阻止し、首下溝部へのメタルフローによりナッ卜の抜けを防止します。KALEI SGナットの取付方向は母材のパンチ側・プレス側ともに圧入可能です。
プレス圧入ですので溶接ナットのようなスパッタ処理、防錆処理等の後処理が不要です。アルミ部材の部品、銅部材の電源バスバ一等に使用されています。
■SGナット(M8~M12)

| 材質 | スチール |
|---|---|
| 表面処理 | 亜鉛メッキ3価クロメート |
| 使用母材硬度 | Hv160以下 |
 | S:下穴中心点から母材端面までの最小距離 | |||||||||||||||
| ねじの呼び M | 加工物 穴径  (mm) | SGナット No.■-■ | 最小 板厚 (mm) | B (mm) | H1 (mm) | H2 (mm) | D (mm) | 母材 への 沈み代 (mm) | S (mm) | 圧入力 kN | 参考強度 | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 押し込み 強度 kN | 空回り トルク N・m | 使用 トルク N・m |
||||||||||||||
| パンチ側 | ダイス側 | パンチ側 | ダイス側 | パンチ側 | ダイス側 | |||||||||||
| M8×1.25 | 11.0 | 8-23 | 2.3 | 12.0 | 5.0 | 1.6 | 10.9 | 0.5~ | 11.0 | 27.5~40.2 | 3.9 | 3.2 | 19.6 | 17.7 | 52.0 | 47.1 |
| 8-32 | 3.2 | 2.3 | 0.7~ | 31.4~42.1 | 7.2 | 6.4 | 20.6 | 20.6 | 52.0 | 52.0 | ||||||
| 8-45 | 4.5 | 3.0 | 1.0~ | 43.2~49.0 | 10.3 | 9.6 | 40.2 | 42.2 | 88.3 | 81.4 | ||||||
| M10×1.5 | 13.0 | ※10-23 | 2.3 | 14.0 | 6.0 | 1.6 | 12.9 | 0.5~ | 13.0 | 33.3~46.1 | 4.4 | 3.9 | 29.4 | 26.5 | 68.6 | 68.6 |
| 10-32 | 3.2 | 2.3 | 0.7~ | 37.3~48.0 | 7.4 | 7.2 | 37.3 | 39.2 | 117.7 | 112.8 | ||||||
| ※10-45 | 4.5 | 3.0 | 1.0~ | 53.0~59.8 | 12.3 | 10.6 | 53.9 | 53.9 | 161.8 | 161.8 | ||||||
| M12×1.75 | 16.0 | 12-23 | 2.3 | 17.0 | 7.0 | 1.6 | 15.9 | 0.5~ | 16.0 | 41.2~58.8 | 5.2 | 4.1 | 34.3 | 29.4 | 107.9 | 107.9 |
| 12-32 | 3.2 | 2.3 | 0.7~ | 43.2~65.6 | 8.1 | 7.8 | 49.0 | 44.1 | 122.6 | 112.8 | ||||||
| 12-45 | 4.5 | 3.0 | 1.0~ | 64.7~74.5 | 14.5 | 12.7 | 82.4 | 82.4 | 225.6 | 225.6 | ||||||
※印は細目ねじの取扱もありますのでご相談ください。
非鉄(アルミ、銅)母材に使用される場合は、表面処理を高耐食のジオメッ卜処理、銅メッキ処理が可能ですのでご相談ください。
沈み込むから高トルク、流れ込むから抜け防止
-
沈み込む
母材に沈み込んだ六角ボディによりナットの回転を防止します。 -
流れ込む
溝部に流入した母材によりナットの抜けを防止します。
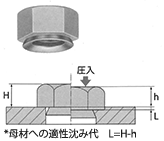
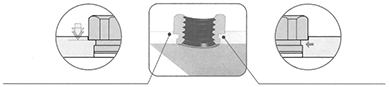
SGナットの圧入方法

- (1)母材に下穴を加工します。(下穴形状:丸穴)
- (2)母材下穴にSGナットをセットします。
- (3)プレス機により、SGナッ卜の六角部を適正圧入力により母材に沈み込ませます。
- (4)母材が溝部に流入する事により高い固着力が得られます。
- 使用ナット:SG8-23
- 母材条件:SPCC 2.3mm
※上記の場合、全高は、6.7mm~6.8mmとなります。
推奨沈み代上限を超えて圧入しますと(過圧入)、下図のように歪ますが、歪の程度は母材自体の剛性で変わりますので、実際の母材でご検証ください。
| スチール(SPCC) | アルミ(A5052-H34) | |||||
|---|---|---|---|---|---|---|---|
| 2.3 | 3.2 | 4.5 | 2.5 | 4.0 | 5.0 | 6.0 | |
| SG8-23 | 6.7~6.8 | 7.1~7.7 | 8.1~9.0 | 6.7~7.0 | 7.5~8.5 | 8.0~9.5 | 8.8~10.5 |
| SG8-32 | - | 7.4~7.5 | 8.1~8.8 | - | 7.5~8.3 | 8.0~9.3 | 8.8~10.3 |
| SG8-45 | - | - | 8.2~8.5 | - | - | 8.2~9.0 | 8.8~10.0 |
| SG10-23 | 7.7~7.8 | 8.1~8.7 | 9.1~10.0 | 7.7~8.0 | 8.5~9.5 | 9.0~10.5 | 9.8~11.5 |
| SG10.32 | - | 8.4~8.5 | 9.1~9.8 | - | 8.5~9.3 | 9.0~10.3 | 9.8~11.3 |
| SG10-45 | - | - | 9.2~9.5 | - | - | 9.2~10.0 | 9.8~11.0 |
| SG12-23 | 8.7~8.8 | 9.1~9.7 | 10.1~11.0 | 8.7~9.0 | 9.5~10.5 | 10.0~11.5 | 10.8~12.5 |
| SG12-32 | - | 9.4~9.5 | 10.1~10.8 | - | 9.5~10.3 | 10.0~11.3 | 10.8~12.3 |
| SG12-45 | - | - | 10.2~10.5 | - | - | 10.2~11.0 | 10.8~12.0 |
- ・試験条件
- 母材:SPCC(23・32タイプ)、SPHC(45タイプ)…最小板厚
- 治具穴径(A):(SGナットのB寸法)×1.5倍
-
使用トルク
-
空回りトルク
-
押し込み強度
KALEI® スペーサー
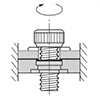
既存の空圧式・油圧式プレスでKALEIスペーサーの独自の首下形状により1.0mm厚以上のアルミ・スチール母材に圧入でき、高い取付強度が得られます。母材上部からの圧入方式になりますのでスペーサー高さが確実に得られます。
| 材質 | スチール |
|---|---|
| 表面処理 | ニッケルメッキ |
| 使用母材硬度 | Hv160以下 |
| 板厚:1.0~1.6mm |  | S:下穴中心点から母材端面までの最小距離 | ||||||||||||||
| ねじの呼び | 加工物 穴径  (mm) | スペーサ | 最小 板厚 (mm) | H ±0.2 (mm) | D ±0.2 (mm) | h ±0.1 (mm) | d (mm) | S (mm) |
||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M3×0.5 | 4.5 | 309 | 1.0〜1.6 | 3.0 | 3.5 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 | 10.0 | 6.0 | 0.9 | 4.5 | 4.5 |
| M4×0.7 | 5.5 | 409 | 1.0〜1.6 | 5.0 | 6.0 | 7.0 | 8.0 | 10.0 | 8.0 | 0.9 | 5.5 | 5.5 | ||||
| ねじの呼び | 参考強度 | |||||||
| スチール母材 | アルミ母材 | |||||||
| 圧入力 kN | 引張強度 N | 空回りトルク N・m | 倒れモーメント N・m | 圧入力 kN | 引張強度 N | 空回りトルク N・m | 倒れモーメント N・m |
|
| M3×0.5 | 5.39〜6.86 | 785 | ※3.4 | 1.2 | 2.35〜2.65 | 295 | 0.98 | 0.78 |
| M4×0.7 | 5.88〜7.85 | 785 | 5.4 | 1.7 | 2.94〜4.41 | 390 | 2.0 | 0.98 |
※:ボルトの破断強度
| 板厚:1.6~2.3mm |  | ||||||||||||||
| ねじの呼び | 加工物 穴径 (mm) | スペーサ | 最小 板厚 (mm) | H ±0.2 (mm) | D ±0.2 (mm) | h ±0.1 (mm) | d (mm) | S (mm) |
|||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M3×0.5 | 4.5 | 315 | 1.6〜2.3 | 3.0 | 3.5 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 6.0 | 1.5 | 4.5 | 4.5 | |
| M4×0.7 | 5.5 | 415 | 1.6〜2.3 | 5.0 | 6.0 | 7.0 | 8.0 | 10.0 | 8.0 | 1.5 | 5.5 | 5.5 | |||
| ねじの呼び | 参考強度 | |||||||
| スチール母材 | アルミ母材 | |||||||
| 圧入力 kN | 引張強度 N | 空回りトルク N・m | 倒れモーメント N・m | 圧入力 kN | 引張強度 N | 空回りトルク N・m | 倒れモーメント N・m |
|
| M3×0.5 | 5.39〜9.32 | 1370 | ※3.4 | 2.4 | 2.84〜3.24 | 490 | 2.5 | 1.3 |
| M4×0.7 | 7.36〜11.8 | 1770 | ※7.8 | 3.9 | 3.92〜5.88 | 685 | 3.9 | 1.7 |
※:ボルトの破断強度
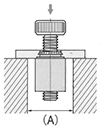
スペーサーの圧入方法

- (1)セッ卜ダイに母材をセットします。
- (2)スペーサーをセッ卜します。
- (3)プレス機によりスペーサーの首下を母材に沈み込ませます。
- ・試験条件
- 母材:SPCC、A1100-O…最小板厚
- 治具穴径(A):M3→9mm、M4→12mm
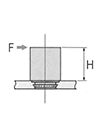
倒れモーメント:M(N・m)=F(N)×H(m)
F:倒れ荷重
H:高さ
-
引張強度
-
空回りトルク
-
倒れモーメント
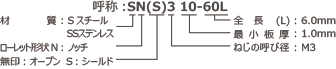
KALEI® スタンドオフスペーサー
既存の空圧式・油圧式プレスでKALEIスタンドオフスペーサーの首下ロ一レッ卜部を母材に圧入することでスペーサーの回転を阻止し、溝部へのメタルフローによりスペーサーの抜けを防止します。母材裏面からフランジ部を圧入するので、取付板表面に突起が生じず、フラットに仕上がります。
| 材質 | スチール | SUS303 |
|---|---|---|
| 表面処理 | 亜鉛メッキ3価クロメート | 不動態化処理 |
| 使用母材硬度 | Hv160以下 | Hv120以下 |
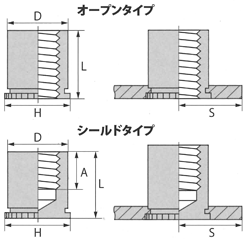
| オープンタイプ |  | S:下穴中心点から母材端面までの最小距離 | ||||||||||||||||
| ねじの呼び | 加工物 穴径  (mm) | スペーサ No.■ | 最小 板厚 (mm) | L ±0.2 (mm) | D (mm) | H ±0.2 (mm) | S (mm) |
|||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M3×0.5 | 6.2 | 310 | 1.0 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 6.18 | 7.2 | 9.0 |
| M4×0.7 | 7.2 | 410 | 1.0 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 7.18 | 8.2 | 10.0 | |
| M5×0.8 | 7.2 | 510 | 1.0 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 7.18 | 8.2 | 10.0 | |||
| シールドタイプ |  | |||||||||||||
| ねじの呼び | 加工物 穴径 (mm) | スペーサ No.■ | 最小 板厚 (mm) | L ±0.2 | D (mm) | H ±0.2 (mm) | S (mm) |
|||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A:有効ねじ寸法(mm) | ||||||||||||||
| 3 | 4 | 6 | 8 | 8 | 8 | 8 | 8 | |||||||
| M3×0.5 | 6.2 | 310 | 1.0 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 6.18 | 7.2 | 9.0 |
| M4×0.7 | 7.2 | 410 | 1.0 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 7.18 | 8.2 | 10.0 |
| M5×0.8 | 7.2 | 510 | 1.0 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 7.18 | 8.2 | 10.0 | |
| ねじの呼び | 参考強度 | |||||
| スチール母材 | アルミ母材 | |||||
| 圧入力kN | 押込強度N | 空回りトルクN・m | 圧入力kN | 押込強度N | 空回りトルクN・m | |
| M3×0.5 | 14.7 | 1000 | 2.5 | 11.5 | 900 | 2.5 |
| M4×0.7 | 14.7 | 1500 | 5.0 | 13.0 | 1000 | 5.0 |
| M5×0.8 | 14.7 | 1500 | 6.0 | 13.0 | 1000 | 6.0 |
スタンドオフスペーサーの圧入方法

- (1)下型に母材をセットします。
下型内径C
M3:φ6.2
M4・M5:φ7.2 - (2)母材下穴に、KALEIスタンドオフスペーサーをセットします。
- (3)プレス機によりスペーサーのフランジを適正圧入力により母材に沈み込ませます。
- ・試験条件
- 母材:SPCC、A5052-H34…最小板厚
- 治具穴径(A):(スタンドオフスペーサーのH寸法)×1.5倍
-
押込強度
-
空回りトルク
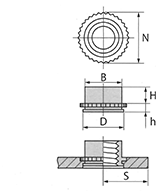
KALEI® ミニチュアナット

既存の空圧式・油圧式プレスでKALEIミニチュアナットの首下ローレット部を母材に圧入することでナットの回転を阻止し、溝部へのメタルフローによりナットの抜けを防止します。狭い部位の母材に省スペース設計でナットを取付けることができます。
| 材質 | スチール | SUS303 |
|---|---|---|
| 表面処理 | 亜鉛メッキ3価クロメート | 不動態化処理 |
| 使用母材硬度 | Hv160以下 | Hv120以下 |
 | S:下穴中心点から母材端面までの最小距離 | ||||||||||
| ねじの呼び M | 加工物 穴径 (mm) | ナット No.■ | 最小 板厚 (mm) | B MAX (mm) | H ±0.13 (mm) | h MAX (mm) | D (mm) | N ±0.13 (mm) | S (mm) |
||
|---|---|---|---|---|---|---|---|---|---|---|---|
| M2×0.4 | 3.60 | 208 | 0.8 | 3.05 | 1.60 | 0.80 | 3.53 | 4.07 | 4.0 | ||
| 215 | 1.5 | 1.53 | 3.58 | ||||||||
| M2.5×0.45 | 3.60 | 2508 | 0.8 | 3.05 | 1.60 | 0.80 | 3.53 | 4.07 | 4.0 | ||
| 2515 | 1.5 | 1.53 | 3.58 | ||||||||
| M3×0.5 | 4.45 | 310 | 1.0 | 3.96 | 1.90 | 1.02 | 4.34 | 4.88 | 6.0 | ||
| 315 | 1.5 | 1.53 | |||||||||
| M4×0.7 | 7.40 | 410 | 1.0 | 5.23 | 2.55 | 1.02 | 7.34 | 8.17 | 8.0 | ||
| 415 | 1.5 | 1.53 | |||||||||
| ねじの呼び M | 参考強度(最小板厚) | |||||
| スチール母材(SPCC) | アルミ母材(A5052-H34) | |||||
| 圧入力kN | 押込強度N | 空回りトルクN・m | 圧入力kN | 押込強度N | 空回りトルクN・m | |
| M2×0.4 | 4.7 | 480 | 0.25 | 3.1 | 230 | 0.25 |
| M2.5×0.45 | 4.7 | 480 | 0.69 | 3.1 | 230 | 0.69 |
| M3×0.5 | 6.9 | 800 | 2.40 | 3.9 | 440 | 2.40 |
| M4×0.7 | 10.8 | 1300 | 4.60 | 6.9 | 750 | 4.60 |
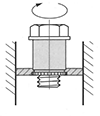
ミニチュアナットの圧入方法

- (1)母材にミニチュアナットセットします。
- (2)プレス機により、ナットのフランジ(ナール)を母材に沈み込ませます。
注)フランジを完全に圧入してください。 - (3)ナールと溝で、高い固着力が得られます。
KALEI® プレススタッド
既存の空圧式・油圧式プレスでKALEIプレススタッドの首下ローレット部を母材に圧入することでスタッドの回転を阻止し、溝部へのメタルフローによりスタッドの抜けを防止します。圧入後、取付板表面に突起が生じず、フラットに仕上がります。
| 材質 | スチール | ステンレス (オーステナイト系) |
|---|---|---|
| 表面処理 | 亜鉛メッキ3価クロメート | 脱脂 |
| 使用母材硬度 | Hv160以下 | Hv120以下 |
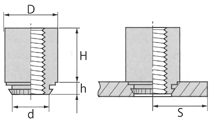
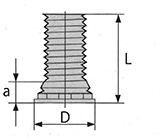
 | S:下穴中心点から母材端面までの最小距離 | |||||||||||||||||||
| ねじの呼び M | 加工物 穴径 (mm) | ナット No.■ | 最小 板厚 (mm) | L ±0.4 (mm) | D ±0.4 (mm) | a MAX (mm) | S (mm) |
|||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M3×0.5 | 3.0 | 310 | 1.0 | 6 | 8 | 10 | 12 | 15 | 18 | 20 | 4.6 | 2.1 | 10.0 | |||||||
| M4×0.7 | 4.0 | 410 | 1.0 | 8 | 10 | 12 | 15 | 18 | 20 | 22 | 25 | 28 | 30 | 35 | 5.9 | 2.4 | 12.0 | |||
| M5×0.8 | 5.0 | 510 | 1.0 | 10 | 12 | 15 | 18 | 20 | 22 | 25 | 28 | 30 | 35 | 38 | 6.5 | 2.7 | 13.0 | |||
| M6×1.0 | 6.0 | 616 | 1.6 | 12 | 15 | 18 | 20 | 22 | 25 | 28 | 30 | 35 | 38 | 8.2 | 3.0 | 13.0 | ||||
| M8×1.25 | 8.0 | 824 | 2.4 | 15 | 18 | 20 | 22 | 25 | 28 | 30 | 35 | 38 | 9.6 | 3.7 | 18.0 | |||||
 は受注生産になります。
は受注生産になります。
| ねじの呼び M | 参考強度 | |||||
| スチール母材 | アルミ母材 | |||||
| 圧入力kN | 押込強度N | 使用トルクN・m | 圧入力kN | 押込強度N | 使用トルクN・m | |
| M3×0.5 | 24.2 | 1000 | 1.6 | 12.8 | 700 | 1.5 |
| M4×0.7 | 34.8 | 1100 | 5.0 | 24.4 | 750 | 4.4 |
| M5×0.8 | 34.8 | 1200 | 7.7 | 24.4 | 760 | 6.6 |
| M6×1.0 | 43.9 | 2500 | 13.5 | 28.7 | 1800 | 12.0 |
| M8×1.25 | 46.4 | 3000 | 21.5 | 29.5 | 2300 | 15.8 |
プレススタッドの圧入方法

- (1)下穴に母材をセットします。
- (2)母材下穴にプレススタッドをセッ卜します。
- (3)プレス機により、プレススタッドのフランジを適正圧入力により母材に沈み込ませます。
- <面取り有り>
- 母材厚さ
- M3・M4・M5:1.0mm~1.5mm
- M6:1.6mm~2.4mm
- <面取り無し>
- 母材厚さ
- M3・M4・M5:1.5mm以上
- M6・M8:2.4mm以上
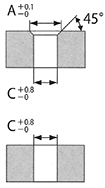
| ねじの呼び | A | C |
|---|---|---|
| M3 | 3.6 | 3.03 |
| M4 | 4.6 | 4.03 |
| M5 | 5.6 | 5.03 |
| M6 | 6.6 | 6.03 |
- ・試験条件
- 押込強度
- 母材:SPCC、A5052-H34(最小板厚)
- 治具下穴径A:D寸法×2倍
- 使用トルク試験
- 母材:SPCC、A5052-H34(最小板厚)
- 固定板:SK3(HRC40以上)
- ワッシャー:ステンレス小形丸
-
押込強度
-
使用トルク試験