CDスタッド溶接
CDスタッド溶接ガン
溶接ガンは、基本的にスタッドの材質および径によって分けられ、標準仕様として下記の機種があります。
| スタッド 材質 | 軟鋼、ステンレス銅、黄銅、銅 | アルミニウム、チタン | |||||
|---|---|---|---|---|---|---|---|
 | |  |  |  |  |
||
| 溶接ガン 型名 | H-100 | H-150 | FG-12 | H-5 (隅打ち用) | H-50 (隅打ち用) | H-200 | |
| ス タ ッ ド | 最大軸径 (mm) | 8 | 10 | 12 | 8 | 10 | 6 |
| 長さ(mm) | 5~150(~φ6) 5~50(~φ8) | 5~150 | 5~125 | 5~150(~φ6) 5~50(φ8) | 5~150 | 5~50 | |
| ガン長さ(mm) | 207 | 217 | 253 | 204 | 204 | 302 | |
| ※ガン重量(Kg) | 3.3 | 3.4 | 5.1 | 3.6 | 3.4 | 4.2 | |
| ケーブル長(m) | 6 | 6 | 6 | 6 | 6 | 6 | |
| ※溶接方式 | コンタクト方式 | ギャップ方式(エア引上) | |||||
H-5型、H-50型は、母材の立上がりから約11mmまで近付けて溶接できます。
- ※ガン重量:ケーブルを含みます。
- ※溶接方式はこちら >>
- ※スタッド、インサルピンの寸法はこちら >>
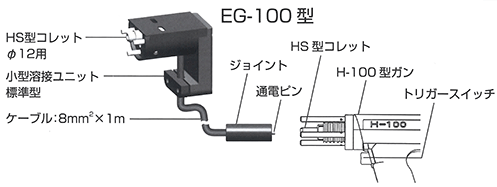
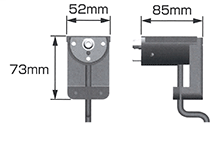
ガン用ユニット
小型ユニット(特許第5016381号)
| 仕 様 | |
|---|---|
| コレット | HS型コレットφ12用 |
| ストップ棒 | H-100型用 |
| スタッド径 | φ3~φ8mm |
| スタッド長さ | 5~50mm |
| 加圧力(固定) | 約50N |
| 重量 | 約1kg(付属ケーブル含む) |
- 1.小型溶接ユニット使用時はジョイントの通電ピンを溶接ガンのコレットに差込みます。(通電ピンとコレットは同じサイズで使用)
- 2.溶接はH-100型溶接ガンのトリガーを使用します。
- 3.母材の立上がりから約10.5mmまで近づけて溶接できます。
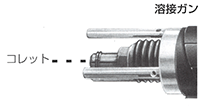
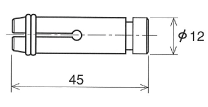
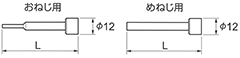
コレット
コレットは、スタッドを保持して溶接電流を流す重要な部品で、スタッドの径および溶接ガンに合わせて製作されています。
コレットの適否は、溶接の良否に影響しますので、スタッド径および溶接ガンに適合するものをご使用ください。
単位:mm
- HS型
- H-100型、H-5型、H-200型用
| 溶接ガン型名 | スタッド 軸径(mm) | コレット呼称 |
|---|---|---|
| H-100 H-5 H-200 |
||
| 3 | 12HS-3 | |
| 4 | 12HS-4 | |
| 5 | 12HS-5 | |
| 6 | 12HS-6 | |
| 8 | 12HS-8 |
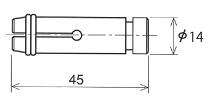
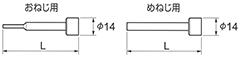
- HS型
- H-150型、H-50型用
| 溶接ガン型名 | スタッド 軸径(mm) | コレット呼称 |
|---|---|---|
| H-150 H-50 | 6 | 14HS-6 |
| 8 | 14HS-8 | |
| 10 | 14HS-10 |
軸径3~5も溶接可能です。
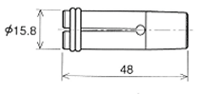
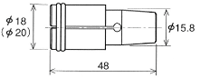
- F型
- FG-12型 8mm用
- FG-12型 10mm用(12mm用)
| 溶接ガン型名 | スタッド 軸径(mm) | コレット呼称 |
|---|---|---|
| FG-12 | 8 | F-8 |
| 10 | F-10 | |
| 12 | F-12 |
ストップ棒
ストップ棒は、スタッドの位置決めをし、その突出寸法を保持する部品で、スタッドの長さに応じて溶接ガンの内部に装着します。
- H-100型、H-5型、H-200型用
- H-150型、H-50型用
| スタッド長さ(mm) | 5 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ストップ棒L(mm) | 51.5 | 51 | 49.5 | 48 | 46 | 43 | 38 | 33 | 28 | 23 | 18 | 13 | 9 |
12HS・14HS型共に、スタッド長さが25mm以上のおねじスタッドは、めねじ用ストップ棒と兼用になります。
- H-100型、H-150型、H-50型用
| スタッド長さ(mm) | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 130 | 140 | 150 |
|---|---|---|---|---|---|---|---|---|---|---|
| ストップ棒L(mm) | 131.5 | 121.5 | 111.5 | 101.5 | 91.5 | 81.5 | 71.5 | 61.5 | 51.5 | 41.5 |
- FG-12型用:長さ可変タイプ

コレットおよびストップ棒の詳細は、溶接機の取扱説明書をご参照ください。
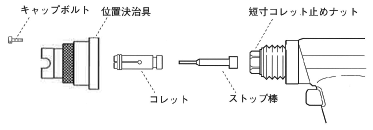
スタッドの位置決め
H-100型、H-200型等のハンドタイプ溶接ガンで溶接する場合は、次の方法でスタッドの位置決めをします。
1.位置決治具
溶接ガンの三脚を取外して位置決治具と付替え、治具の先端が適合する穴をあけた厚さ4〜8mm位の位置決板を使用します。
治具先端径:30mm
※φ20mmも製作可能です。

2.ポンチング
母材面の溶接位置にポンチングして、スタッド先端のチップを合わせる方法です。
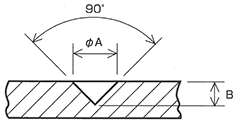
| スタッドねじ径 | ポンチ穴寸法(mm) | |
|---|---|---|
| ΦA | B | |
| M3 | 〜0.7 | 〜0.35 |
| M4 | 〜0.8 | 〜0.40 |
| M5 | 〜0.9 | 〜0.45 |
| M6 | 〜1.0 | 〜0.50 |
| M8 | 〜1.2 | 〜0.60 |
| M10 | 〜1.4 | 〜0.70 |
| M12 | 〜1.8 | 〜0.90 |
大き過ぎるポンチ穴は溶接不良の原因になります。
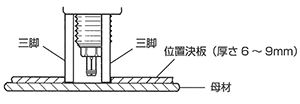
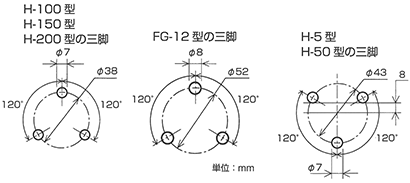
3.三脚法
溶接ガンの三脚の寸法に合わせて穴をあけた厚さ6〜9mm位の位置決板(テンプレート)を使用します。
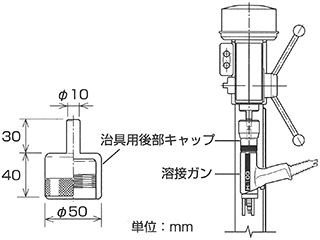
4.ボール盤使用方法
溶接ガンの後部キャップを治具用後部キャップと付替えてボール盤のチャックに取付け、ボール盤のテーブルに母材用の治具をセットして位置決めします。溶接信号は、フートスイッチの操作で行います。
フートスイッチ
- ■コンタクト方式用
(軟鋼、ステンレス溶接)
- ■ギャップ方式用
(アルミ、チタン溶接)